機械設備使用的前提和基礎是設備的日常維護和保養,設備維護保養包含的范圍較廣,包括:為防止設備劣化,維持設備性能而進行的清掃、檢查、潤滑、緊固以及調整等日常維護保養工作;為測定設備劣化程度或性能降低程度而進行的必要檢查;為修復劣化,恢復設備性能而進行的修理活動。
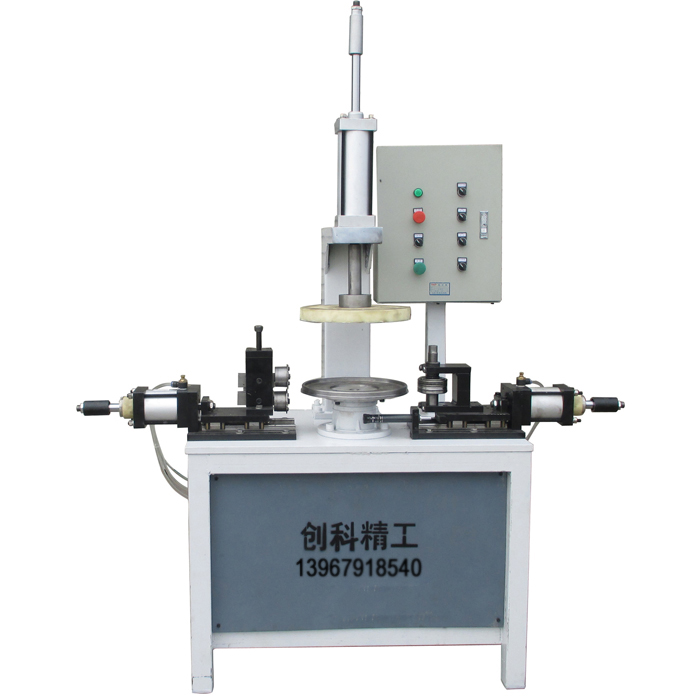
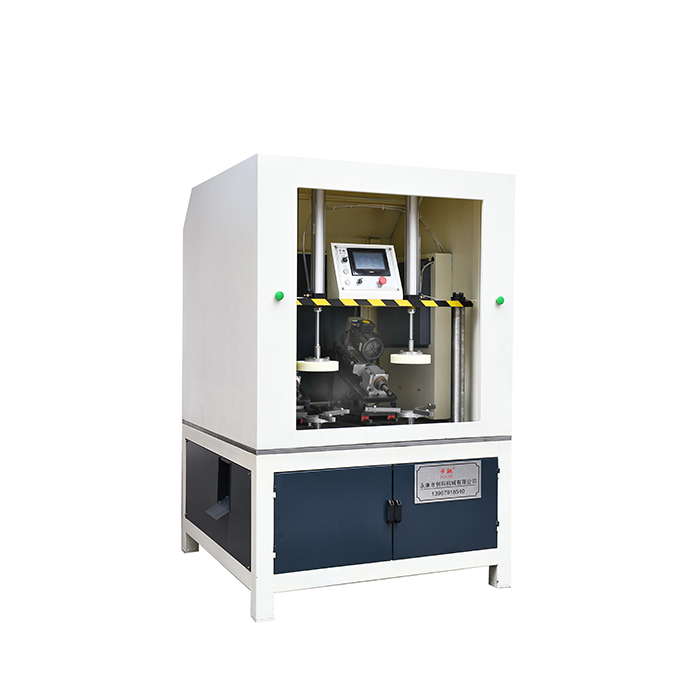
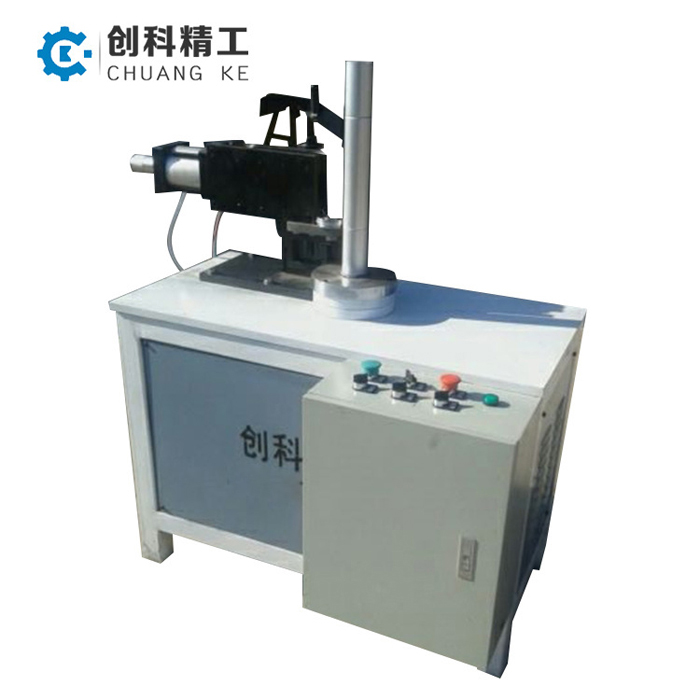
自動卷邊機的三角皮帶如何安裝:1、在安裝三角皮帶前,要適當縮短自動卷邊機皮帶輪的間距,以便裝入三角皮帶。不允許用鐵棒等進行強制安裝,以防損壞三角皮帶。2、用直尺檢查自動卷邊機兩輪端面的直線度,保證兩輪端面在同一片面內。3、采用壓松邊,檢查撓度的方法來檢查三角帶的預緊力。檢查力f應為66.7N,單根皮帶撓度h為22.4毫米4、在自動卷邊機運轉2-3小時后,再次檢查三角帶張緊度,并進行必要的檢查。

拋光砂光機工作中的實際作用:1、如需用粗砂帶或爆帶時,停止回用粉塵4個小時左右。2、砂光機調機或更換砂帶后還有砂痕,需再調整反復砂光。3、打開砂光機,查看砂帶,如有損壞或者引起工件出現砂痕的區域。更換新的砂帶。一條砂帶使用時間為2小時,應及時更換。4、調整壓磨器時,不得用力猛壓壓,必須輕調,以免180砂帶砂粒受力大,易掉粒,出現砂痕。 5、砂光機在使用前用塞尺調整好各道砂光的削量。6、除砂機保證正常使用,除砂機底部不堵有粉塵,不能亂調整除砂機的進風閘門,改變除砂機內部壓力,從而降低除砂效果。