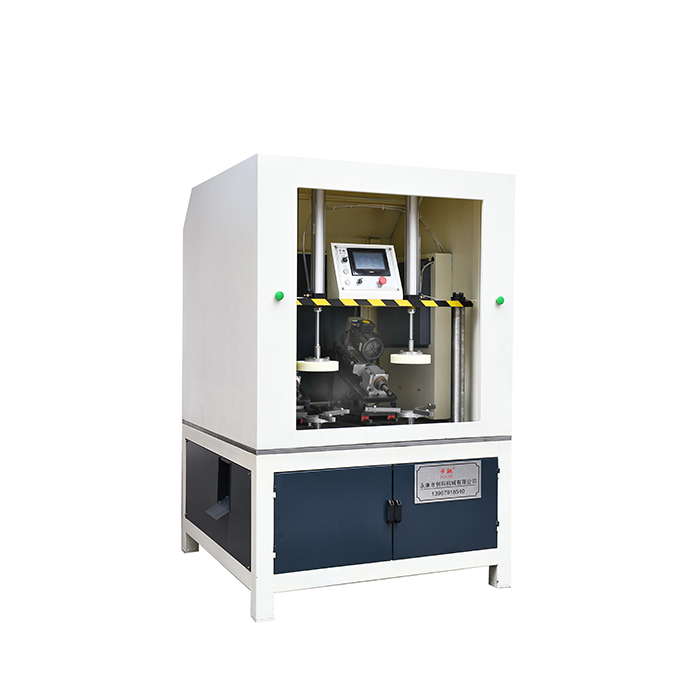
拋光砂光機可大大節省人力、物力減輕人的疲勞強度,不受氣候變化影響降低出產成本,確保產生質量的完成。由于目前自動化程度的不斷提高,生產過程中的投料、收放都比較簡單,人員安全有保障;同時對拋光品質易控制、均勻率高、光潔亮麗,尤其一些較重的工件。人手無法操作完成,以及要求平直度高,同深度好。表面鏡面純度高的產品,只有通過拋光砂光機方能完成。人工是無法替代的,總之在現代智能化社會,由設備取代人手操作已是不可逆轉的潮流,也是工廠現代化生產自然趨勢。

砂光機不正確操作帶來的砂帶跑偏:一般由于調整不當引起,正常的砂帶擺動應該是擺幅為15-20mm,擺頻為15-20次/分,擺速適中且擺進擺出速度一致。如果處在非正常狀態,時間一長,可能出現跑偏現象,尤其是擺進擺出速度不一致,更易引發異常停機現象;光電開關損壞、電磁閥損壞、擺動氣缸缸損壞。吸塵不佳,粉塵濃度高都會影響光電管正常工作,也引起砂帶跑偏;應及時更換損壞的配件,改善除塵成果。

大批量生產軸承鋼球時,常采用滾筒拋光的方法。 粗拋時將大量鋼球、研磨液和磨料放在容器中,機器啟動后,使鋼球與磨料等在筒內隨機地滾動碰撞以達到去除表面凸鋒而減小表面粗糙度的目的,可去除0.01毫米左右的余量。精拋時在木桶中裝入鋼球和精拋磨料、光澤劑,再次研磨相應時間可得到耀眼光亮的表面。精密線紋尺的拋光是將加工表面浸在拋光液中進行的,拋光液由粒度為W5~W0.5的氧化鉻微粉和乳化液混合而成。